
日本大金油冷机AKZ328膨胀阀D26DM-3R配件销售FAG轴承本身具有良好的度,而且转速快,消耗小,能满足多数机械设备的生产要求。凡事都有利与弊,FAG轴承也是一样,有优点,必然有缺点,世界上没有十全十东西。FAG轴承的降临,确实给我们的生活带来很多帮助,也给社会发展,经济发展,带来一个新的转变。目前,FAG轴承的成本过高,噪音太大,这些都是我们需要改善的问题,我相信在人才济济的社会,一定能把FAG轴承的理念设计得更加完美,更加实用。推荐阅读:常见扳手种类有哪些?手动工具扳手种类大全这五个步骤决定了铝板的保养与维护是否正确探究推力球轴承和角接触球轴承的不同之处机床主轴轴承高精度安装方法及轴承的润滑精密角接触球轴承制造原材料的要求有哪些动手玩家装创意焕新家。
感谢您选择上海一冰制冷设备有限公司,我公司专业代理销售维修日本大金品牌油冷机。服务项目包括:大金油冷机销售 大金油冷机、变频液压站售后维修 大金原装进口配件供应 大金技术支持,油冷机控制板、变频板维修,有关设备的任何问题都可与我们商谈,欢迎您的来电。咨询电话:021-52179066 13916665897日本大金油冷机AKZ328膨胀阀D26DM-3R配件销售
日本大金AKZ变频油冷却机-大金空调技术与液压的完美结合!使出口油温控制在正负0.1度!
油冷机型号有:LT系列、AKZ系列、AKZJ系列、AKS系列、AKJ系列。
变频液压站:NDR系列、NDJ系列、ND系列微型、NDJ系列等。
变频液压系统:EHU系列、SUT系列、ECPH系列等。
维修大金型号:AZKZG569 AKC568 AKJ359 AKZJ459 AKZJ569 AKZ909 AKZJ909 AKZ148-B、AKZ148-C、AKZ148-H、AKZ148-T、AKZ148-E、AKZ328-B、AKZ329 AKZ328-C、AKZ328-H、AKZ328-T、AKZ328-E、AKZ438-B、AKZ438-C、AKZ438-H、AKZ438-T、AKZ438-E、AKZ568-B、AKZ568-C、AKZ568-H、AKZ568-T、AKZ568-E、AKZ908-B、AKZ908-C、AKZ908-H、AKZ908-T、AKZ908-E、AKZJ188-B、AKZJ188-C、AKZJ188-H、AKZJ188-E、AKZJ358-B、AKZJ358-C、AKZJ358-H、AKZJ358-E、AKZJ458-B、AKZJ458-C、AKZJ458-H、AKZJ458-E、AKZJ568-B、AKZJ568-C、AKZJ568-H、AKZJ568-E、AKZJ908-B、AKZJ908-C、AKZJ908-H、AKZJ908-E日本大金油冷机AKZ328膨胀阀D26DM-3R配件销售
如果您的油冷机没有正常运转,请首先检查下列项目。
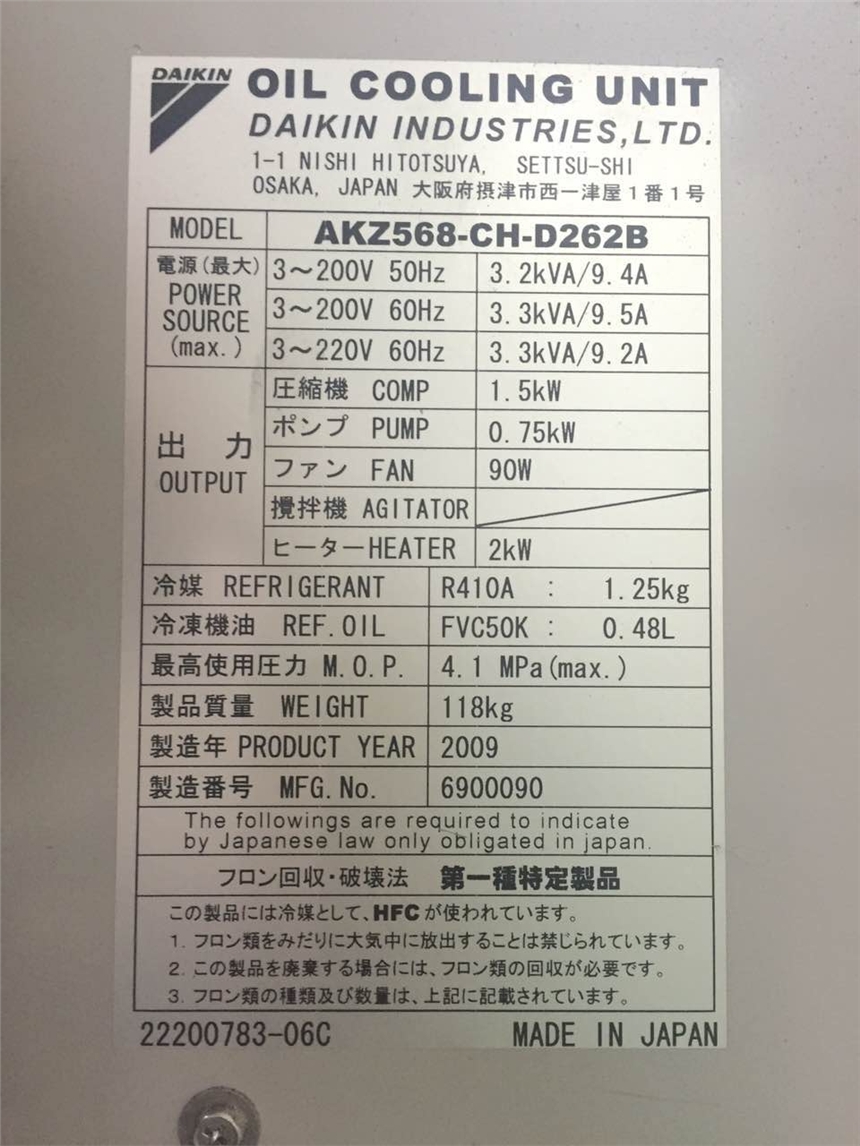
如果故障继续存在,请和我们的售后服务中心联系,需要提供1型号名称、2制造号码(1和 2显示在机器铭牌上)、3您机器的状况(尽可能详细)。
故障检测

故障代码



若以上方法均无法排除故障,请与我公司客服人员联系,报修时请说明机器型号、故障代码、故障现象等,以便我们的工作人员快速判断故障点,更快更好的为您排除故障。有关设备的任何问题都可与我们商谈,欢迎您的来电。
咨询电话:021-52179066 13916665897
大金油冷机售后 大金油冷机官网 大金油冷机常见故障 日本大金油冷机专业维修 油冷机原装配件供应 哈伯油冷机 维修 大金油冷机维修 产品售后咨询 哈伯冷却机代理售后服务 免费故障咨询日本大金油冷机AKZ328膨胀阀D26DM-3R配件销售 为了提高紧固件的使用性能,会对其进行热镀锌工艺。热镀锌属于一种对金属表层进行处理的工艺技术,主要是提高金属表面的防腐蚀性的,那么这样会具备哪些优势呢?可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠;性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到保护;处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间;持久耐用:在郊区环境下,标准的热镀锌防锈厚度可保持5年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持2年而不必修补;镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤。一般来说,高温熔体压力传感器可以位于滤网前面的机筒上、熔体泵的前后或者模具中。仔细清洁在使用钢丝刷或者特殊化合物对挤出机机筒进行清洁前,应该将所有的高温熔体压力传感器都拆卸下来。因为这两种清洁方式都可能会造成高温熔体压力传感器的震动膜受损。当机筒被加热时,也应该将高温熔体压力传感器拆卸下来并使用不会产生磨损的软布来擦拭其顶部,同时高温熔体压力传感器的孔洞也需要用清洁的钻孔机和导套清理干净。保持干燥尽管高温熔体压力传感器的电路设计能够经受苛刻的挤出加工环境,但是多数高温熔体压力传感器也不能防水,在潮湿的环境下也不利于正常运行。QC2-W球杆仪:测量各轴间的垂直度;并提供机床电器误差与机械误差方向性诊断。RX1转台(可选):测量并提供回转工作台的转角精度的测量与补偿。电子水平仪等:测量机床滚摆等参数。间误差修正软件Fanuc三维空间补偿对应的修正软件是RVC-Fanuc,Siemens对应的修正软件是RVC-Siemens。RVC软件具备如下三大功能,每一功能能够为被测机床完成不同项目的补偿:普通线性误差补偿、三维空间误差补偿(线性位移、直线度、角度)和三轴间垂直度误差补偿。控系统及对应的空间补偿功能选择附件Fanuc3DCompensation功能和SiemensVCS功能。其中84Dsl1.3或更新版本,需要加载正确的ELF文件;雷尼绍开发的RVC-Siemens适用于VCSplus、VCSA3和VCSA5。进行补偿功能要采取如下几个步骤:在机器工作空间范围中采集测量数据,评估偏差参数并将它们保存为数据文件;将文件拷入数控系统子目录Manufact.Cycles(CMA)中;采用GUD-变量补偿;系统实时计算补偿结果并根据三根几何轴线的实际MCS位置将其写入位置偏置。空间补偿前对机床基础状况的要求在进行空间误差补偿前用球杆仪对机床综合精度状况进行评估,若机床存在较大的反向跃冲、伺服不匹配等电器误差,则即使进行空间误差补偿,也对该机床加工精度改善不大。在进行空间误差补偿前将机床电器误差调整为次要精度问题尤为必要(对机床综合精度状况评估参见QC2-W球杆仪使用说明)。重复精度不好的机床即使进行空间误差补偿,补偿效果也不明显。对于精度要求高达5m左右的数控机床,建议对其使用环境应该按三坐标测量机的使用环境来要求,否则从长远来看机床自身因环境变化而带来的精度变化将会在某种程度上削弱空间误差补偿的效果。与传统湿切方式相比,干切方式不需要冷却液,既环保又降低了滚齿加工成本,干切方式还可以采用更高的切削速度,提高加工效率。按照干切机床的加工要求,各主要工具厂家均研发了环保干切滚刀,格里森(Gleason)公司、不二越(NACHI)公司、SU公司、汉江工具等,环保干切滚刀按材料分有整体硬质合金滚刀、硬质合金可转位滚刀、粉末冶金高速钢滚刀。整体硬质合金滚刀一般用于模数小于2mm的齿轮,精度可达AAA级,切削速度可达25m/min以上;硬质合金可转位滚刀一般用于模数大于6~45mm的齿轮,主要用于磨前粗切,切削速度可达12~15m/min;粉末冶金高速钢滚刀一般模数范围更宽,可涵盖所有模数范围,这类刀具均采用高性能粉末冶金高速钢制造,刀具韧性好,加工难度小,其结构特点是小径加长结构,减少进刀出刀时间,并进行串刀,提高了刀具耐用度和加工效率,采用粉末冶金材料和高性能涂层,切削速度可达15~2m/min,精度DINAA级或GBAA级。





 公司地址:上海市松江区三浜路469号7幢6层
公司地址:上海市松江区三浜路469号7幢6层